


Разновидности арматуры
 Современное строительство, как гражданское, так и промышленное, сложно представить без использования арматуры. Арматура строительная представляет собой стержни, которые в процессе монтажа собираются в необходимую конструкцию: сетку или каркас. Смонтированный каркас или сетку заливают бетонным раствором. Применение армирующего каркаса оправдано тем, что бетон отлично работает на сжатие, но плохо на растяжение. Арматура принимает на себя растягивающие нагрузки и перераспределяет их на массив. За счет этого удается добиться прочности и увеличения несущей способности железобетонных конструкций. Армированные конструкции в значительной мере меньше подвергаются растрескиванию.
Современное строительство, как гражданское, так и промышленное, сложно представить без использования арматуры. Арматура строительная представляет собой стержни, которые в процессе монтажа собираются в необходимую конструкцию: сетку или каркас. Смонтированный каркас или сетку заливают бетонным раствором. Применение армирующего каркаса оправдано тем, что бетон отлично работает на сжатие, но плохо на растяжение. Арматура принимает на себя растягивающие нагрузки и перераспределяет их на массив. За счет этого удается добиться прочности и увеличения несущей способности железобетонных конструкций. Армированные конструкции в значительной мере меньше подвергаются растрескиванию.
Армконструкция должна иметь:
- Повышенную прочность
- Устойчивость к вибрации
- Высокую пластичность
- Стойкость к деформациям
- Инертность к коррозийным процессам
- Разновидности арматуры
В зависимости от использования арматура бывает:
- Рабочей. Называется так, потому что преобладающе работает в связке с бетоном. Воспринимает растягивающие, реже сжимающие нагрузки возникающие от веса конструкции и внешних нагрузок.
- Монтажной. Монтажная арматура не воспринимает никаких нагрузок. Необходима для фиксации и удержании рабочей арматуры в запроектированном положении. Иногда монтажные стержни вынимают.
- Поперечной. Поперечная арматура устанавливается перпендикулярно продольным несущим стержням. Служит для воспрепятствования усилий сдвига и поперечной силы, и для предотвращения выпучивания продольных прутов арматурного каркаса. Собирает отдельные прутья в объемный каркас и обеспечивает конструкции пространственную работу.
- Распределительной. Данный тип арматуры необходим для перераспределения нагружающих усилий внутри монолитной конструкции. Связывается с рабочими прутами сваркой или проволочной скруткой.
В настоящее время в строительной индустрии используют два принципиально различных вида арматуры:
- Стальная. Производится в виде стальных прутов или бухт разной длины и диаметра сечения.
- Композитная. Изготавливается из органического сырья. И выполняет те же задачи, что и стальная.
Производство арматурного проката
Изготовление арматуры начинается на металлургических комбинатах. Там из железной руды с добавлением угля получают чугун. Далее чугун переплавляют в сталь, добавляя в исходное сырье легирующие элементы. Они придают стали заданные свойства. В качестве легирующих химических веществ используют: марганец- Г, кремний-С, хром- Х, никель-Н, молибден-М, вольфрам- В, селен-Е, алюминий- Ю, титан- Т, ниобий- Б, ванадий- Ф, кобальт- К, медь- Д, бор-Р, азот-А, цирконий- Ц. Буквенный индекс через дефис говорит об обозначении химического элемента в маркировке стали.
Затем расплав подается на машину непрерывного разлива. Сталь сливается в распределитель, подается в кристаллизатор, а оттуда в специальные желоба, где и охлаждается. Изначально заготовки для будущей арматуры имеют квадратное сечение. В таком виде сырье для получения арматуры храниться до момента, когда отправиться на металлопрокатный стан. Перед тем как начать процесс формирования арматуры, заготовки разогревают в печи для увеличения пластичности. Температура разогрева зависит от марки стали. Важно не перегреть, чтобы не ухудшить показатели твердости будущего изделия. Недогрев тоже нежелателен, так как усложняет процесс вытягивания. Разогретые бруски пропускают через систему валков. Каждый блок валков имеет меньший размер по сравнению с предыдущим. При этом происходит утончение и удлинение заготовки, и формирование круглого профиля. Так получают проволоку катанку, которая может служить самостоятельным изделием и являться материалом для дальнейшей переработки, и горячекатанную арматуру. На заключительном этапе протягивания на арматуру наносятся насечки. Предусмотрены кольцеобразные, серповидные и комбинированные. Насечки, они же ребра, нужны для лучшего механического сцепления арматуры и бетона. Холоднодеформированную арматуру- проволоку получают прокаткой на специальном станке до заданного диаметра. Применяют для производства катанку из высокоуглеродистой и низкоуглеродистой стали. Холоднодеформированный прокат выпускают размером в диаметре от 3 до 16 миллиметров. Канатная арматура. Наиболее эффективная напрягаемая арматура выпускается в виде канатов. Представляет собой закрученные по спирали вокруг центральной проволоки проволочные нити. В производстве первое место занимает канатная арматура из семи нитей, но существуют 3, 19 проволочные канаты и арматурные пучки, состоящие из продольных не свитых проволок или канатов.
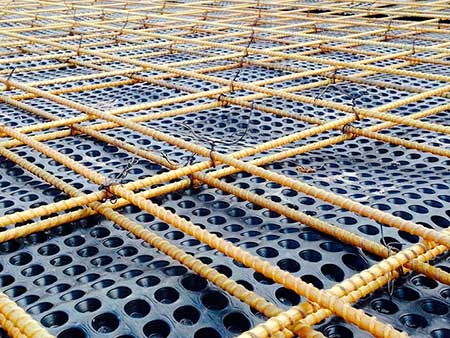
Сетка арматурная
Источник: asninfo.ru
